2026/03
09铝蜂窝板的工艺质量控制关键点
铝蜂窝板的工艺质量控制关键点,聚焦于材料基础、工艺参数、缺陷预防与检测认证四大核心体系,其控制精度直接决定产品在高端建筑、轨道交通与新能源领域的可靠性。
1.原材料与结构参数控制:质量的底层基石
铝箔厚度:建筑级产品主流为0.02–0.06mm,超薄箔(0.02mm)量产需控制拉伸张力波动≤±0.5%,避免孔壁畸变;源头厂商须提供3003/5052铝合金化学成分报告,确保延展性与耐蚀性。
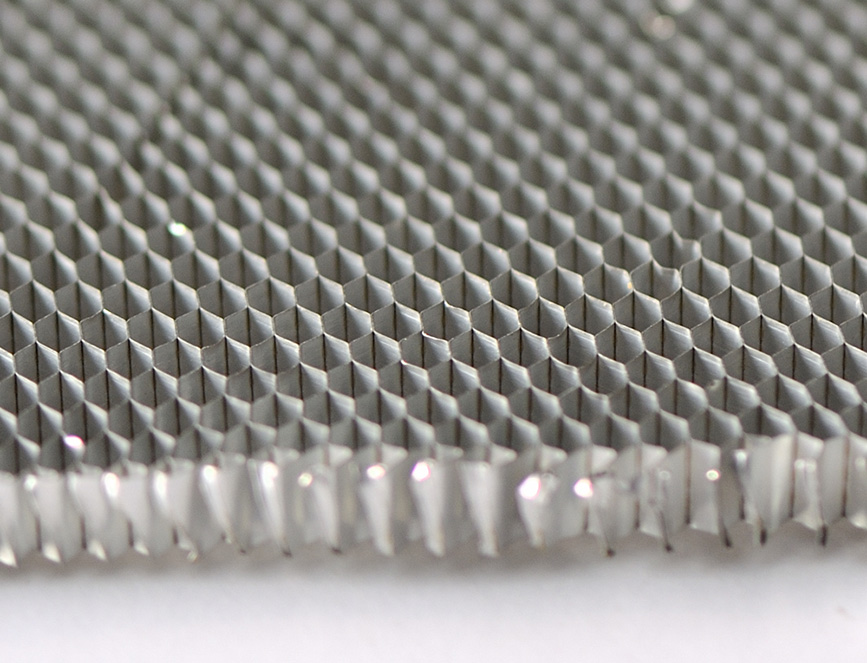
蜂窝芯结构:
孔径:常规3–6mm,高端项目要求3mm±0.1mm,孔径偏差超限将导致刚度下降与表面平整度劣化;
密度:建筑应用推荐80–160kg/m³,低于80kg/m³易压缩变形,高于160kg/m³丧失轻量化优势。
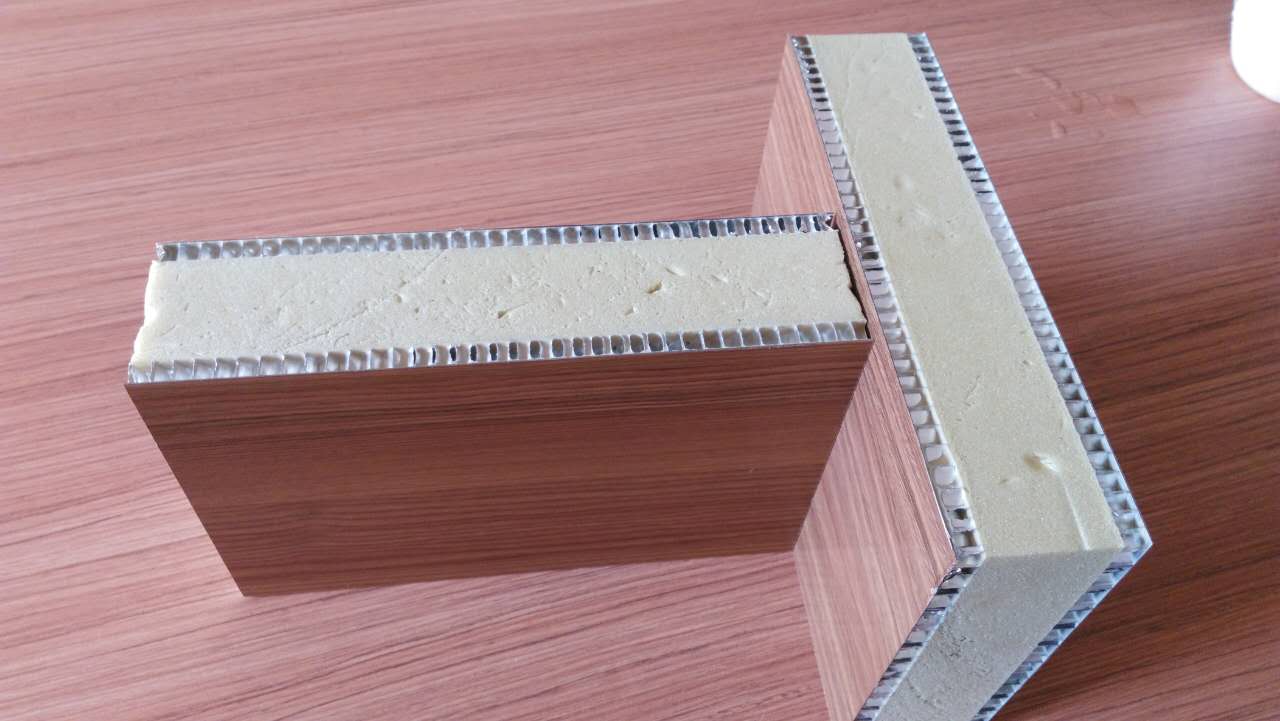
面板与背板:厚度公差≤±0.03mm,表面粗糙度Ra≤0.8μm,确保胶粘界面均匀受力。
2.工艺环节关键控制参数
|工艺类型|关键控制参数|控制标准|依据标准/来源|
|胶接复合|胶层厚度|0.05–0.15mm|《蜂窝板生产工艺流程及检验标准》|
|固化温度|室温(≥15℃)或热压150℃±5℃|
|剥离强度|≥20 N/mm(实测值)|
|激光焊接|激光功率|1500–3000W(铝材)|
|焊接速度|1–5 m/min|
|离焦量|负离焦0–2mm(增熔深)|
|保护气体|氩气,流量15–25 L/min,延时≥50ms|
|钎焊工艺|钎焊温度|605–621℃|
|炉温均匀性|≤±3℃|
|气氛露点|≤-50℃(防氧化)|
注:胶接工艺中,主剂与固化剂比例须严格按4:1混合,涂胶后需冷压整平4–8小时(压力15–25吨),否则易产生气泡与脱粘。
3.缺陷成因与预防机制
|缺陷类型|主要成因|预防控制措施|
|胶层脱粘|胶量不均、表面油污、固化温度不足|采用AI视觉检测涂胶均匀性;前处理使用丙酮脱脂;热压前冷压整平|
|孔壁畸变|拉伸张力失控、箔材厚度不均|实时监测拉伸速度,采用闭环伺服系统;箔材入厂全检厚度公差|
|波浪边/翘曲|热应力分布不均、冷却速率不一致|热压后采用梯度冷却系统;控制环境温湿度(23±2℃,50±10%RH)|
|厚度不均|复合压力不均、模具磨损|每班次校准压机压力传感器;每2000片更换一次模具|
4.质量检测与认证体系
无损检测技术:
AI视觉检测:用于实时识别蜂窝芯拉伸过程中的孔壁偏移、断裂、变形,良品率提升至99.2%;
超声波探伤:检测胶接界面脱粘、空洞,适用于批量抽检;
红外热成像:评估热压过程中的温度场均匀性,防止局部过热导致芯材熔融。
强制认证标准:
防火等级:公共建筑必须满足A2级(GB 8624-2012),要求材料不燃、无烟、无毒;
轨道交通:需通过EN 45545-2(燃烧性能、烟密度、毒性)认证;
尺寸精度:幕墙板平面度≤2.0mm,竖缝直线度≤2.0mm,缝宽偏差±1.5mm(GB/T 23443-2009)。
5.临沂本地企业适配建议
临沂作为区域建材集散地,建议企业优先建立以下质量控制能力:
配置AI视觉检测系统,替代人工目检,提升0.02mm超薄箔产品良率;
引入激光焊接产线,满足高铁、BIPV项目对剥离强度>200 N/mm的硬性要求;
获取A2级与EN 45545-2认证,从“价格竞争”转向“认证溢价”,对接中车、宁德时代供应链。
趋势本质:铝蜂窝板的质量控制,已从“经验驱动”迈向数据驱动+智能闭环。未来竞争力,取决于企业能否将工艺参数、缺陷数据、检测结果形成数字化质量回溯系统,实现“每一块板都有迹可循”。
本网站所刊载的各类信息仅供参考,不代表本网站立场或观点,不构成任何投资、医疗、法律或决策建议。用户依据本网站信息所做出的任何行为,风险自担,本网站不承担任何直接或间接责任。本网站不对其内容的真实性、准确性、完整性、合法性承担任何责任。