2025/05
23铝蜂窝芯的生产工艺是怎样的
铝蜂窝芯的生产工艺是一个高度精密、多工序协同的工业化流程,以拉伸法为核心工艺,实现从超薄铝箔到高精度六边形蜂窝结构的连续成型。其完整流程可分为预处理、涂胶、叠合、固化、拉伸、切割六大关键环节,每一步均需严格控制参数以确保结构一致性与力学性能。
1.铝箔预处理:表面活化与清洁
目的:去除铝箔表面油污、氧化物,提升胶粘剂附着力。
工艺:采用有机溶剂蒸气除油,随后进行化学氧化或磷化处理,形成微孔活性层,增强界面结合强度。
标准依据:符合GB/T 2790对粘接界面的洁净度要求,确保剥离强度≥20 N/mm。
2.涂胶:精准胶层控制
胶粘剂:使用双组份聚氨酯高温固化胶,主剂与固化剂配比通常为4:1。
涂布方式:
纵条涂胶:沿铝箔长度方向间隔涂布胶条,适用于高孔隙率结构;
横条涂胶:横向涂布,提升层间剪切强度。
控制要点:胶液粘度需稳定在9–90秒(察恩杯),通过PID闭环系统实时调控,避免气泡与不均。

3.叠合与冷压:预固化定型
叠合:将涂胶铝箔按设计层数(通常10–50层)精确对齐叠放,形成“胶-箔-胶”多层结构。
冷压:在10–25吨压力下静置4–8小时(室温15℃以上),使胶体初步交联,消除层间空隙,为热压提供稳定基体。
4.热压固化:结构定型与胶体交联
设备:采用多层热压复合机,工作温度120–180℃,压力0.2–0.5 MPa。
工艺控制:
温度梯度控制在±3℃内,确保胶层均匀固化;
保压时间依据厚度调整,通常为30–90分钟;
采用分段加热与伺服液压系统,避免局部过热或应力集中。
结果:胶体完全交联,形成牢固的“铝-胶-铝”复合体,剥离强度达≥20 N/mm(GB/T 2790)。
5.蜂窝拉伸成型:六边形结构生成
核心设备:蜂窝拉伸机,通过机械牵引使叠合体沿轴向均匀拉伸。
工作原理:拉伸力使叠层铝箔沿胶条方向展开,形成连续六边形蜂窝孔道,孔径由铝箔宽度与拉伸比决定(典型值:4–6mm)。
工艺类型:
先拉伸后定型:适用于平面结构;
预成型后拉伸:用于曲面构件(如高铁内墙板)。
关键参数:拉伸速率控制在5–15 mm/s,确保孔壁均匀、无撕裂。
6.切割定型:尺寸精加工
设备:采用高精度带锯切割机或数控平切机,配备自动送料系统。
工艺要求:
切割精度±0.1mm,切口无毛刺、无变形;
可实现等厚度或变厚度片材切割,满足不同应用场景;
最大加工尺寸可达2800×1350mm。
检测环节:切割后需进行孔径一致性检测与密度均匀性抽检,确保批次稳定性。
质量控制与检测标准
|检测项目|标准编号|方法要点|
|平压强度|GB/T 1453-2022|试样尺寸≥4个蜂窝孔,加载速率10mm/min,测压缩强度与弹性模量|
|剥离强度|GB/T 2790|180°剥离法,夹头分离速率100±10mm/min,要求≥20 N/mm|
|平面剪切模量|GB/T 1455-2022|使用导轨剪切夹具,施加拉伸载荷,测量面板相对位移计算模量|
|国际补充|ASTM C365/C365M-22|航空领域通用,支持稳定/非稳定试样测试,用于设计验证|
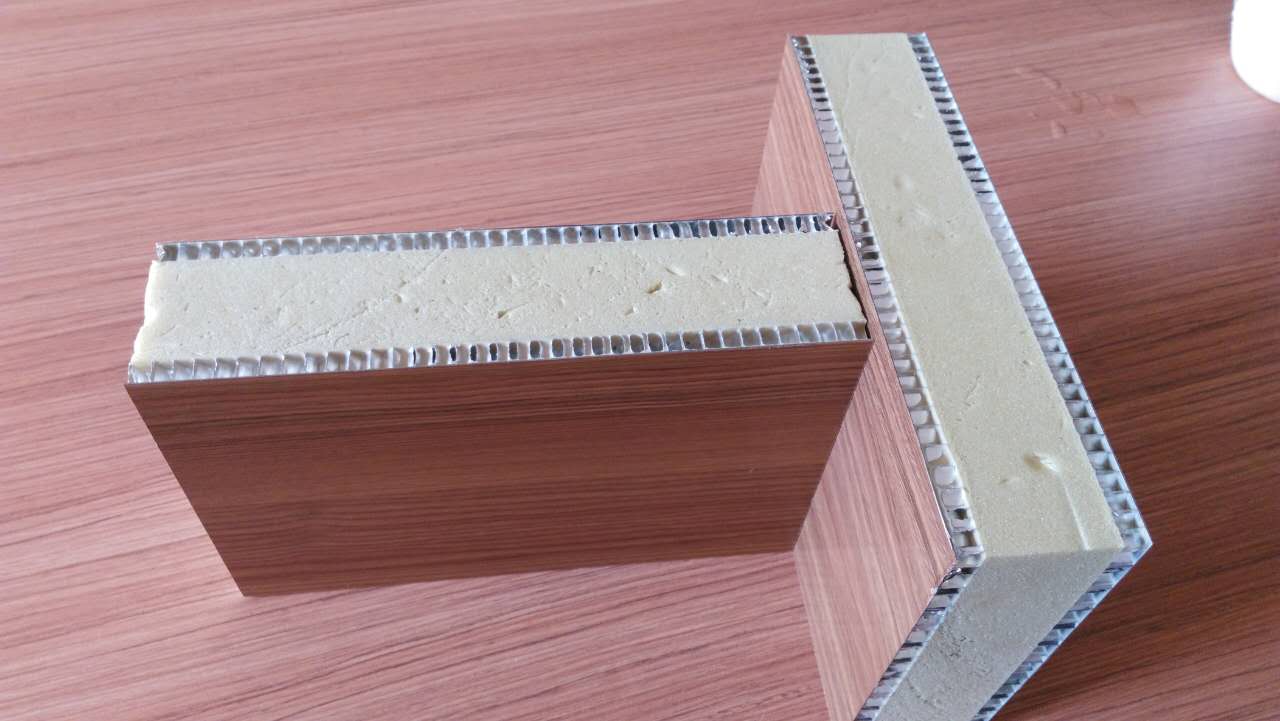
核心设备与工艺可视化
注:山东临沂本地企业多聚焦建筑级铝蜂窝板生产,其工艺参数以密度120–160kg/m³、孔径4–6mm、箔厚0.04–0.06mm为主。若用于航空航天或轨道交通等高可靠性场景,需采用0.03–0.04mm超薄箔、小孔径(2–3mm)结构,并通过AS9100或EN 45545认证,确保材料批次可追溯与检测报告合规。
本网站所刊载的各类信息仅供参考,不代表本网站立场或观点,不构成任何投资、医疗、法律或决策建议。用户依据本网站信息所做出的任何行为,风险自担,本网站不承担任何直接或间接责任。本网站不对其内容的真实性、准确性、完整性、合法性承担任何责任。